
ものづくりドットコムなど、モノづくりに関するサイトを覗いていると、実験計画法の話題が時々出てきます。しかし実験計画法の話題が出るたびに、これまで不思議な違和感を感じていました。なぜかと言うと、日本で実験計画法と言えば、十中八九がタグチメソッドのことで、これはリーンシックスシグマの世界とは異なるからです。
リーンシックスシグマの実験計画法(DOE)
リーンシックスシグマで実験計画法と言えば、フィッシャーの実験計画法と、その後に発展した統計的手法を用いた DOE: Design of Experiments を指します。
タグチメソッドに関しては「このような違うやり方もあるよ」程度に軽く触れるだけで、リーンシックスシグマの専門書ですらタグチメソッドついて詳細に説明することは殆どありません。
実際、僕がこれまで受けてきたリーンシックスシグマやDFSS(Design for Six Sigma)のトレーニングでもタグチメソッドに触れることは一切ありませんでした。僕が教える時もタグチメソッドは軽く触れる程度です。そのため僕の周りでも、DOEについては知っていても、タグチメソッドを知る人は殆どいません。
僕がタグチメソッドのついて興味を持ったきっかけは、ある一つの疑問です。「リーンシックスシグマのDOEや統計的手法を用いれば、タグチメソッドと同じこと、いやそれ以上のことがより簡単にできるのに、なぜ日本ではタグチメソッドが主流なのだろうか?きっと何か特別な理由があるに違いない!」というものです。
そこでその疑問を解決するために、田口伸先生の本「タグチメソッド入門」を読んでみました。
タグチメソッド入門
第一印象として、田口先生の本は平易な言葉で書かれてあり、とても読みやすいものでした。また数式や図、データが豊富なので直感的にも分かりやすく、実際に自分の手で計算して確認することもできました。他のタグチメソッド関連の書籍についてすべて知っている訳ではありませんが、恐らくタグチメソッドの入門書としてはこの本は最適ではないでしょうか。
この本は僕のタグチメソッドについての興味の幅を更に広げてくれたので、これをきっかけに、僕がタグチメソッドについて考えたことを今後書いてみようかと思います。
まず最初は、「統計ソフトウェア Minitab でタグチメソッドを使ったらどうなるのか」ということを、「第3章 望目特性のロバストネスの最適化」の例題を使って考えたみたいと思います。

第3章 望目特性のロバストネスの最適化
第3章にはタグチメソッドで有名な伊奈製陶の例が紹介されています。内容は
- 1950年代に日本の伊奈製陶が実施したタグチメソッドの有名な例
- 当時の伊奈製陶では、製造したタイルが規定寸法外になることが多かった
- 品質チームは、タイルの焼窯内部の温度(ノイズ因子)が変動する結果、タイルの寸法が不均一になることを突き止めた
- チームはタグチメソッドを実施して、制御因子である粘土の石灰成分を増やすことで窯の温度変動に対するタイルの耐性が増す、つまりロバストになることを発見した
というもので、制御因子とノイズ因子には次のようなものが挙げられています。尚、本中で使われている「表3.1 制御因子と水準」と「表3.3 L18への制御因子のわりつけ例」で水準が異なっている(校正ミスだと思う)ので、ここでは「表3.3 L18への制御因子のわりつけ例」で使われている水準を使いました。
制御因子
- 石灰石の量(5%、1%)
- ロウ石の量(少、中、多)
- ロウ石の種類(新規1、現行、新規2)
- 長石の量(2.5%、5.0%、10%)
- 長石の種類(御花山、三雲、半々)
- 添加物の量(0.0%、2.5%、5.0%)
- 廃棄物の再利用(少、中、多)
- 粘土の種類(蛙目、木節、半々)
ノイズ因子
- カート内の位置(P1、 P2、 P3、 P4、 P5、 P6、 P7)
では Minitab を使ってタグチメソッドを行ってみましょう。
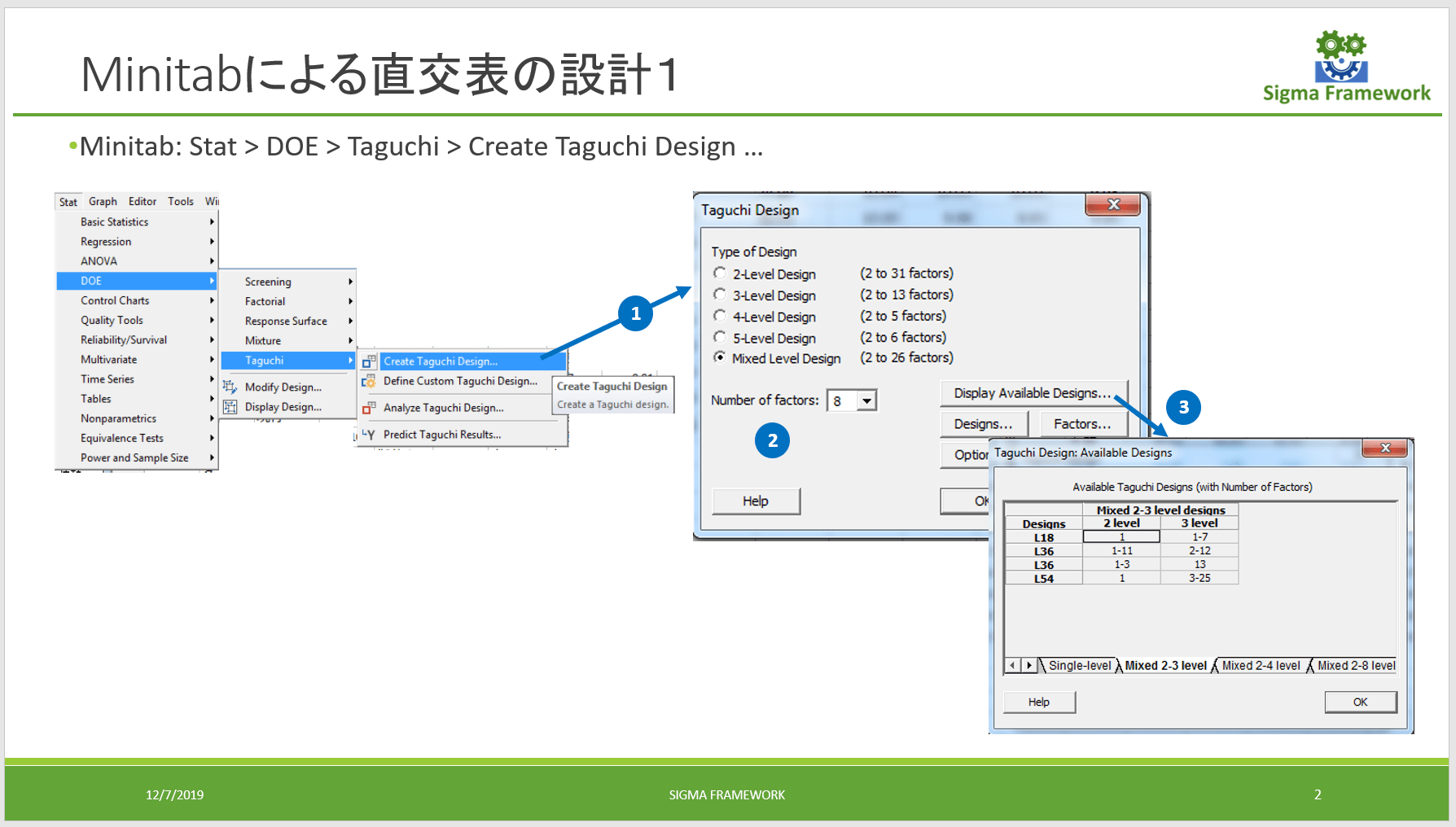
Minitabによる直交表の設計
1. 直交表の設計: Minitab のメニューからタグチメソッドを選択し、直交表を作っていきます。
2. 制御因子数の設定: 制御因子の数が8つなので、それを設定します。そして水準の数が制御因子によって違うので、混合レベル(Mixed Level Design)を設定します。
3. 直交表の確認: 1つの制御因子が2水準、7つの制御因子の3水準なので、それに合う直交表があるかどうかを確認します。L18直交表が最も試験回数が少ないので、これを使うこととします(田口先生の本もL18を使用)。
4. 直交表の選択: L18直交表を選択します。
5. 制御因子と水準の定義: 8つの制御因子の名前とその水準値を記入します。
6. 相互作用の選択: タグチメソッドでは通常、相互作用はあまり考慮しないようですが、Minitabを使えば制御因子が属性データではなく連続データの場合は、相互作用の分析ができるようです。石灰石の量と添加物の量を連続データとして定義したので、念のためそれらの相互作用の分析ができるように定義を加えておきます。

OKボタンを押すと、MinitabはL18直交表(内側配置)を自動生成してくれます。
7. 外側配置と取得データの記入: ノイズ因子の条件の数だけ列を作り、そこに試験で取得したデータを記入します

Minitabによるタグチメソッドの分析
8.タグチメソッドの分析を選択: Minitabのメニューからタグチメソッドの分析を選択します。
9. 取得データの選択: ノイズ因子と取得データが記入されている列をすべて選択します。

10. 表示するグラフの選択: Minitabのデフォルトのままで十分です。
11. 分析の種類の選択: Minitabのデフォルトのままで十分ですが、念のため全部の分析を選択(チェック)します。
12. 分析対象の制御因子の選択: すべての制御因子と、相互作用(石灰石の量と添加物の量)を選択します。

13. グラフの表示方法の選択: デフォルトのままで十分ですが、4つのグラフを一つにまとめて表示するのが個人的に好きなので、そのように選択します。
14. オプションの選択: デフォルトのままです。
15. 保存データの選択: N/S比、平均値、標準偏差値をMinitabのワークシートに保存するように選択します。

OKボタンを押すと、Minitabは計算したS/N比、平均値、標準偏差値をワークシートに保存してくれます。また各種グラフを表示してくれます。
利得の計算は別で行いました。それぞれのS/N比と現行のS/N比37.95との差です(本の中では値が違うが(校正ミス?)図3.19中の値を使用)。最大のS/N比(最大の利得)が試験項目の中では最も効果的な制御因子の組み合わせを表しているので、試験項目6番目がそれにあたります。

またMinitabのセッション画面には制御因子と各水準のS/N比や平均値、標準偏差値などが表示されます。また要因効果図等も表示されます。そこから制御因子の最適な組合せは、
- 石灰石の量(5%)
- ロウ石の量(多)
- ロウ石の種類(新規2)
- 長石の量(10%)
- 長石の種類(御花山)
- 添加物の量(5.0%)
- 廃棄物の再利用(多)
- 粘土の種類(木節)
であることが分かります。

では、この最適な制御因子の組合せのS/N比がどのくらいになるのか求めてみましょう。
Minitabによる最適値の予測
16.タグチメソッドの結果予測を選択: Minitabのメニューからタグチメソッドの結果予測を選択し、すべての項目を選択します(念のため)。

17. 制御因子を選択: 予測の計算で使う制御因子を選択します(すべて選択)。
18: 制御因子の水準を設定: S/N比が最も高かった水準をそれぞれの制御因子で選択します。
OKを押すと、選択した制御因子の水準で計算したS/N比等の予測値をMinitabが表示します。S/N比の結果は52.12、利得は52.12 – 37.95 = 14.17 となりました。

時には難解なタグチメソッドもMinitabを使えば簡単でとても速く結果が得られます。メニューからタグチメソッドを選択して、必要最低限のいくつかの項目をクリックしながら設定するだけなのですからとても簡単です。
タグチメソッドのすごいところ: 手計算でもロバスト設計ができる
田口玄一博士がタグチメソッドを開発したのは1940年代後半のことです。これは考えてみると、とても興味深いことです。なぜなら当時はラップトップ・コンピュータ(PC)もなければ、Minitabのような一般人が使える統計ソフトウェアもありませんでした。電卓すら無かったはずです。恐らく田口玄一博士は、紙と鉛筆を使ってタグチメソッドを完成させたのではないかと思います。
一方1990年代以降に発達したリーンシックスシグマのDOEや統計的手法(ロバスト設計/最適化)は、PC上で統計ソフトウェアを使うことが前提になっています。トレーニングではもちろんPCと専門ソフトウェアを標準で使います。
リーンシックスシグマのDOE(統計的手法を含めて)の方が精度の高い最適化をより簡単に速く行えることができるからといっても、タグチメソッドとは時代背景も前提条件も違うのですから、単純に比較することができません。むしろ手計算であって十分実用的な精度の最適値が得られるタグチメソッドは素晴らしいと思います。